We help people repair plastic
Tab Saver Kit




$329.95
Part No.:6246
Weight: 3.45 LB
Length: 14.25 IN
Height: 4.00 IN
Width: 7.63 IN
UPC: 694687007058
Accepted Payments:
![]()
![]()
![]()
![]()
![]()
Tab Savers Kit - Repair Broken Bumper Tabs
Polyvance’s 6246 Tab Saver Kit makes it quick and easy for technicians to repair rectangular slot tabs and recessed holes found on bumper covers, headlights, fender liners, and more. These tabs are weak and often break in light collisions or when removing the parts from vehicles. Tab Savers make fixing these problem areas simple.
Without the aid of the Tab Saver Kit, repairing slot tabs with a nitrogen plastic welder is difficult, time-consuming and requires skill and finesse. Additionally, technicians often have difficulty restoring the correct dimensions of the slot, which is critical for proper panel installation. With Tab Savers, precision tab repair is made easy.
Benefits
- Quickly and accurately repairs torn slots and recessed fastener holes in bumpers covers, fender liners, headlights and more.
- Increases shop profits by speeding difficult repairs.
- Eight slot forming dies fit virtually all slot tab widths.
- Slot tab dies provide a solid surface to bridge gaps, allowing technicians to make tab slot tab repairs confidently.
- The pin die and matching pliers are designed to help repair recessed and flush holes for push-type retainer clips, easily.
- Special slot-forming die designs allow precise location of the slot edge for precise clip retention.
- The die pliers feature custom jaws to minimize taper at the repair when forming the melted plastic.
- Made in USA
Kit Contents (Click or tap to expand)
- (1) Forming die pliers
- (1) Pin die pliers with smooth & recessed sides
- (8) Numbered slot forming dies
- (1) 1/4" pin die
- (1) Storage case
Instructions (Click or tap to expand)
Step 1 - Find matching die
Find the forming die that best matches the width of the broken slot tab. Prepare the plastic for welding by cleaning with Polyvance Super Prep or EcoPrep. Taper the front sides of the slot with a grinder or sander.
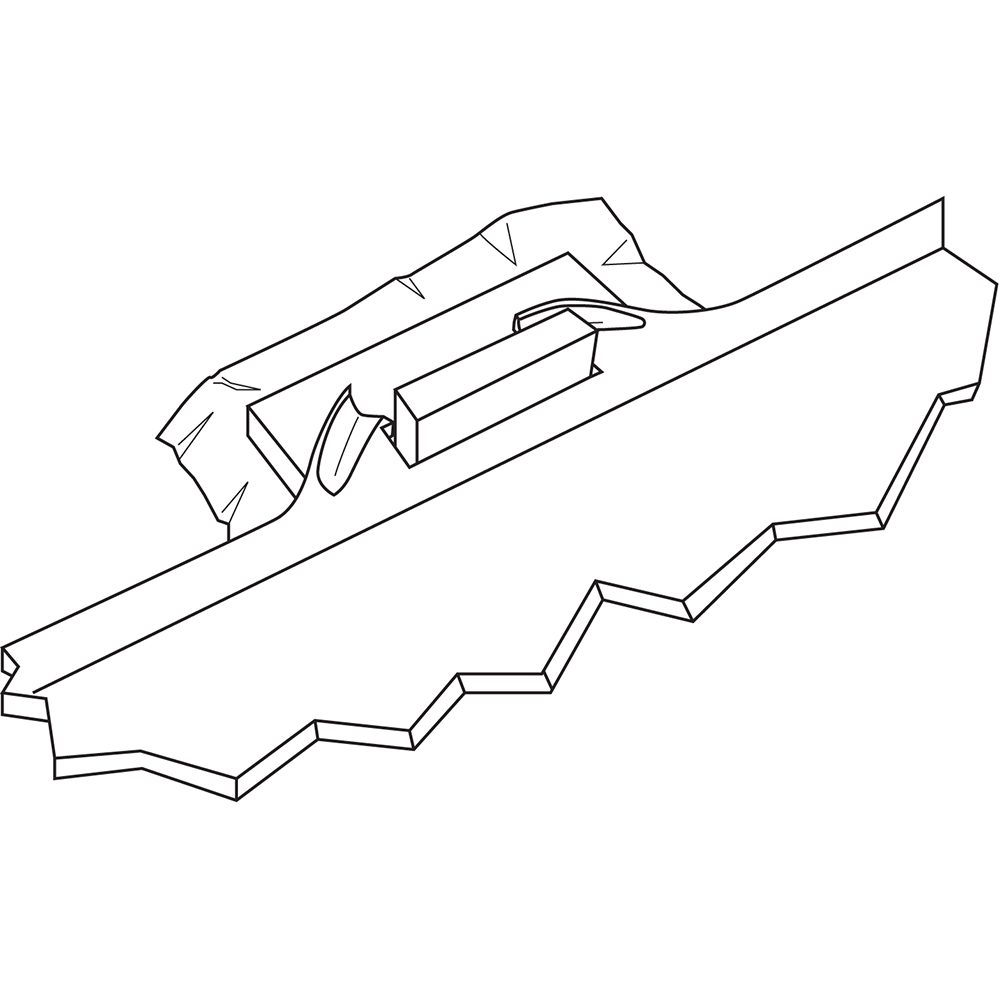
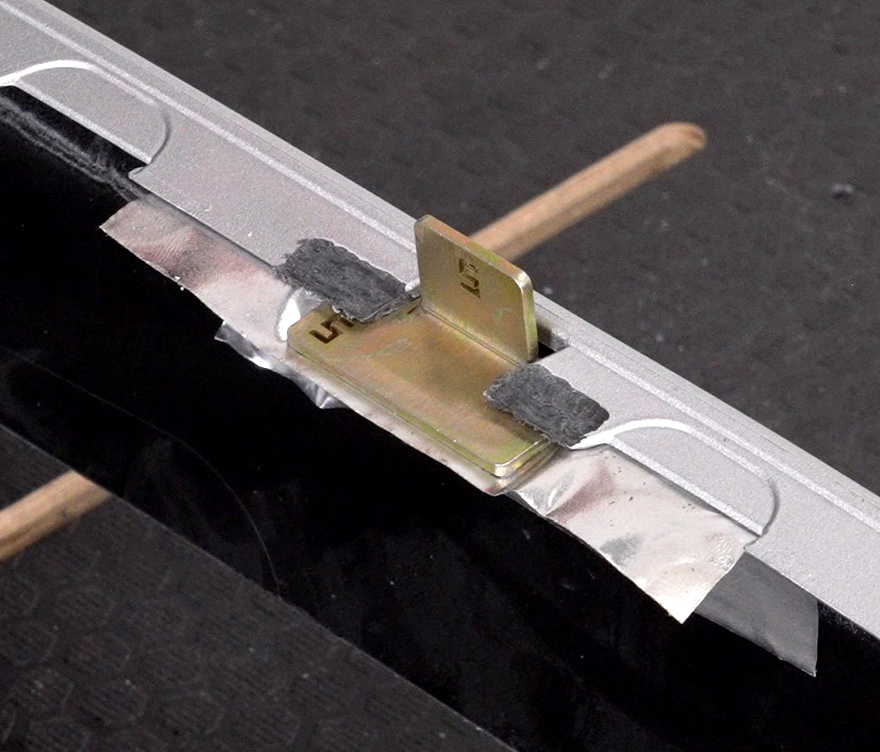
Step 2 - Tape forming die into position
Insert the selected forming die into the damaged slot and line up the inward edges of the tab and slot. Tape into position with a piece of 6485 aluminum tape.
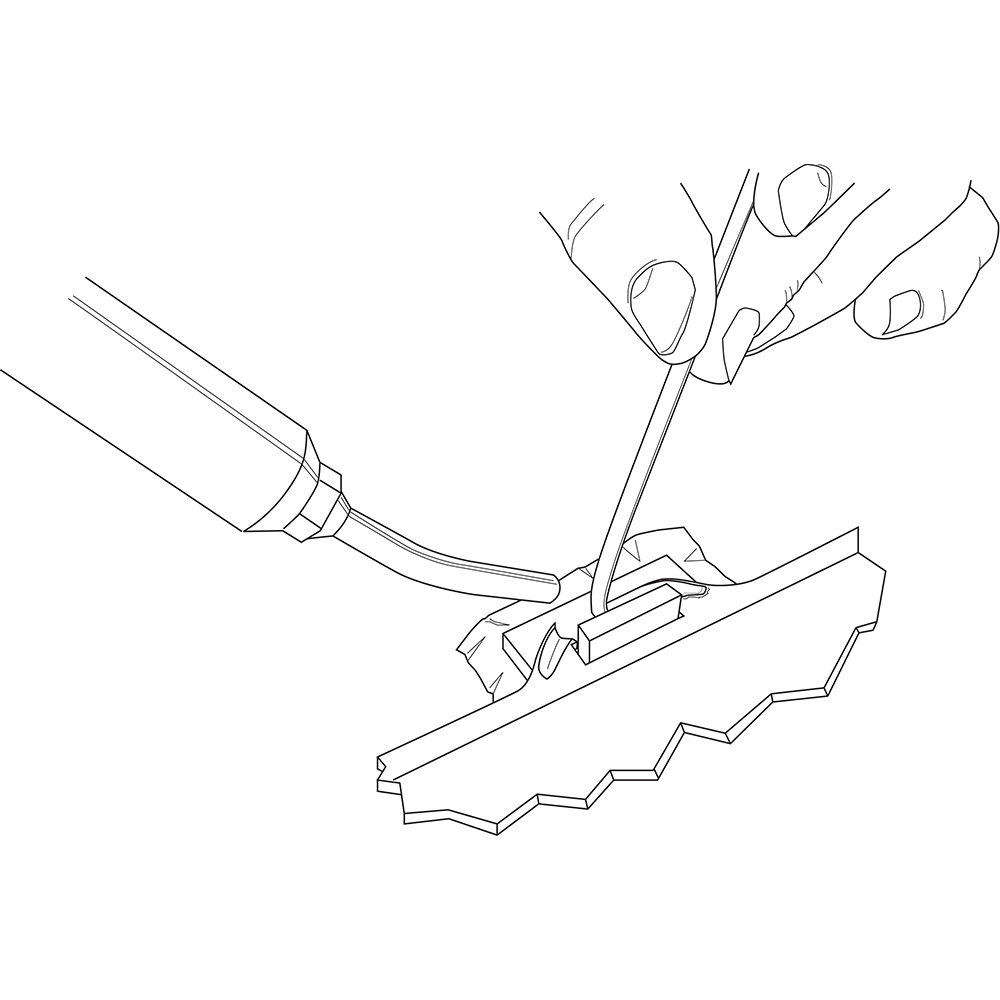
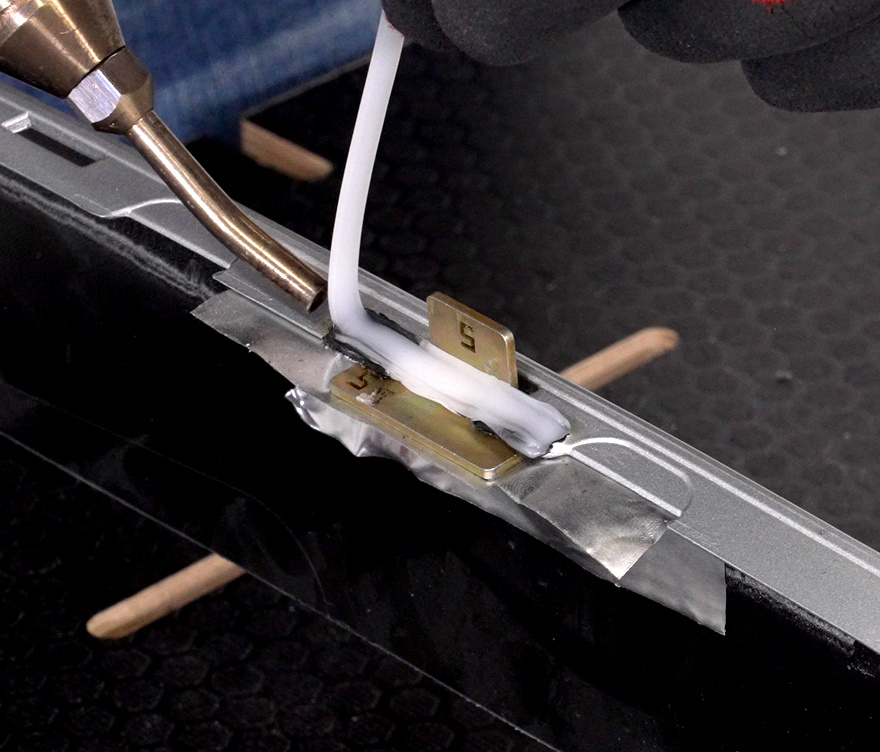
Step 3 - Weld
Use your preferred plastic welding rod (It’s usually wise to choose the thinnest and narrowest rod) and weld from one side to the other in a continuous pass, welding the plastic welding rod into the bumper on both sides. Make a second or third pass as needed to match the substrate thickness or slightly more.
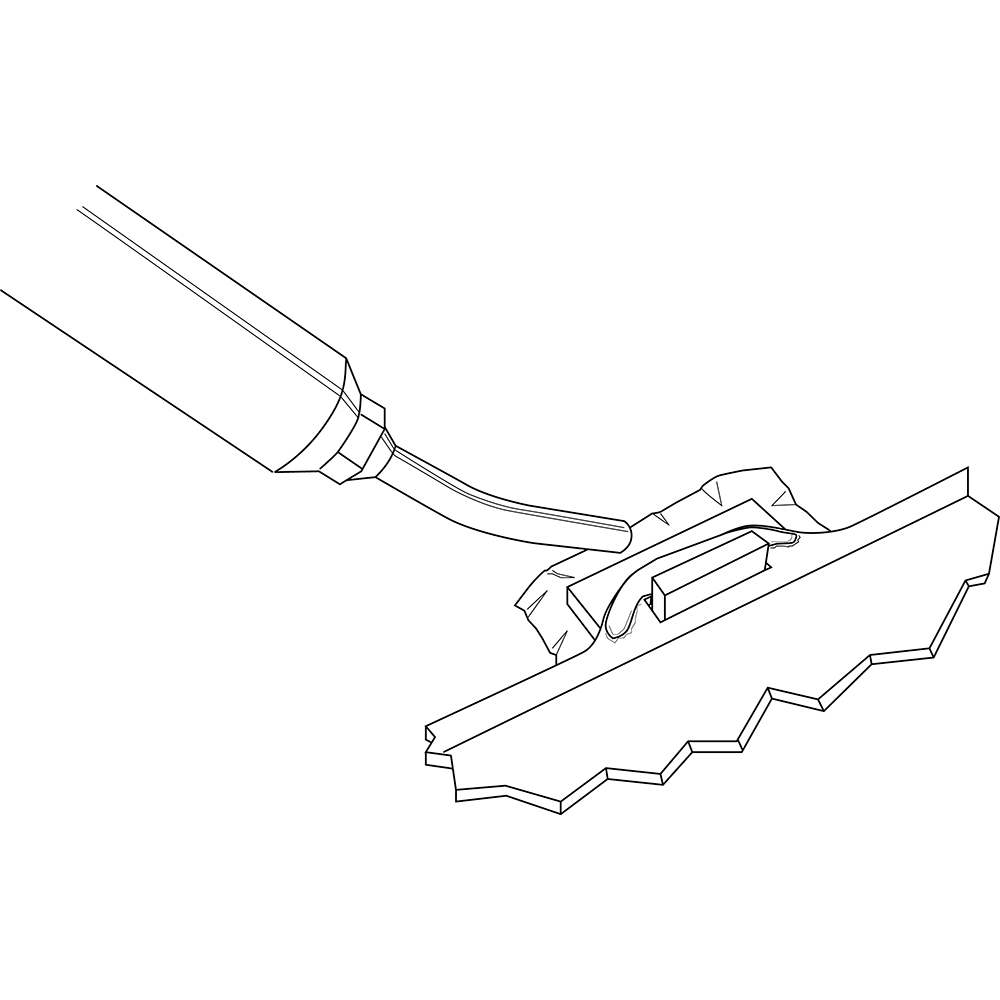
Step 4 - Reheat
After welding, immediately reheat the welding rod with the nitrogen welder until the plastic is translucent.
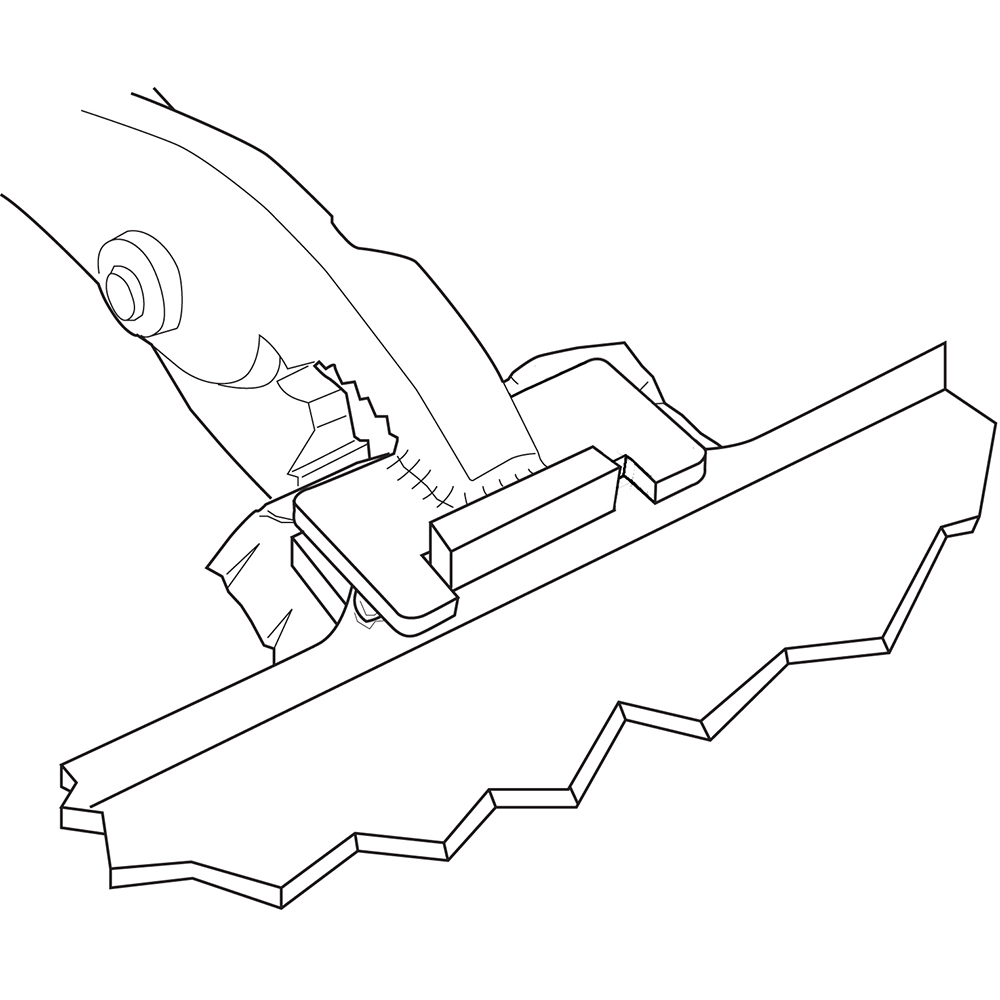
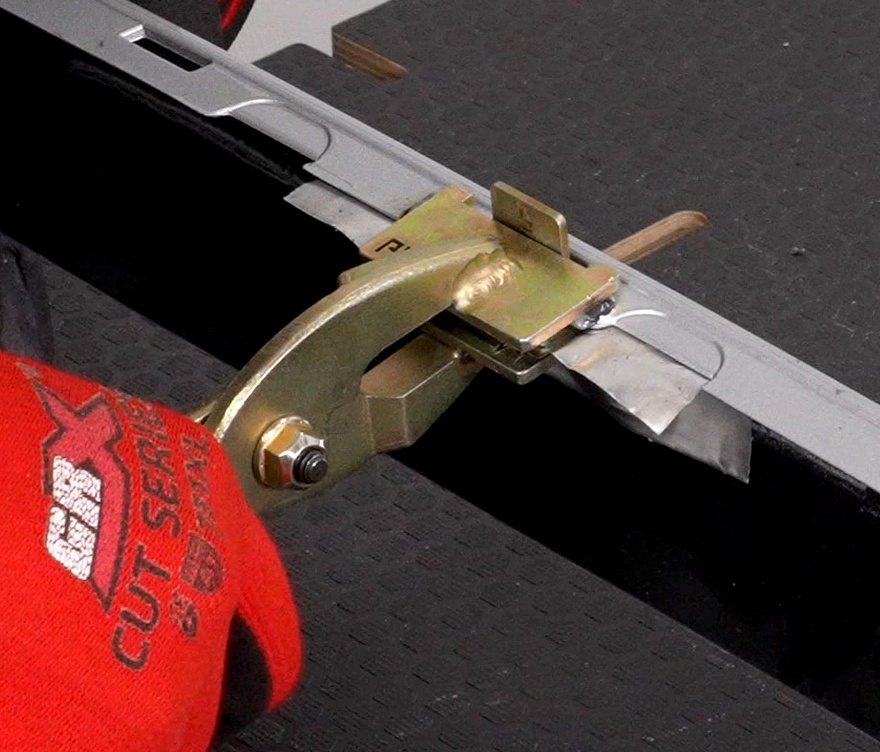
Step 5 - Flatten with pliers
Immediately squeeze the melted plastic with the forming pliers. Apply gentle pressure and hold for about 10 seconds to cool plastic.
The technique is the same for round hole repairs, except the die pin is centered in the hole. When squeezing the pliers over the die, select the dimple die side of the pliers if the repair requires a recessed area for the push-in retainer or the smooth side if a smooth top is required.
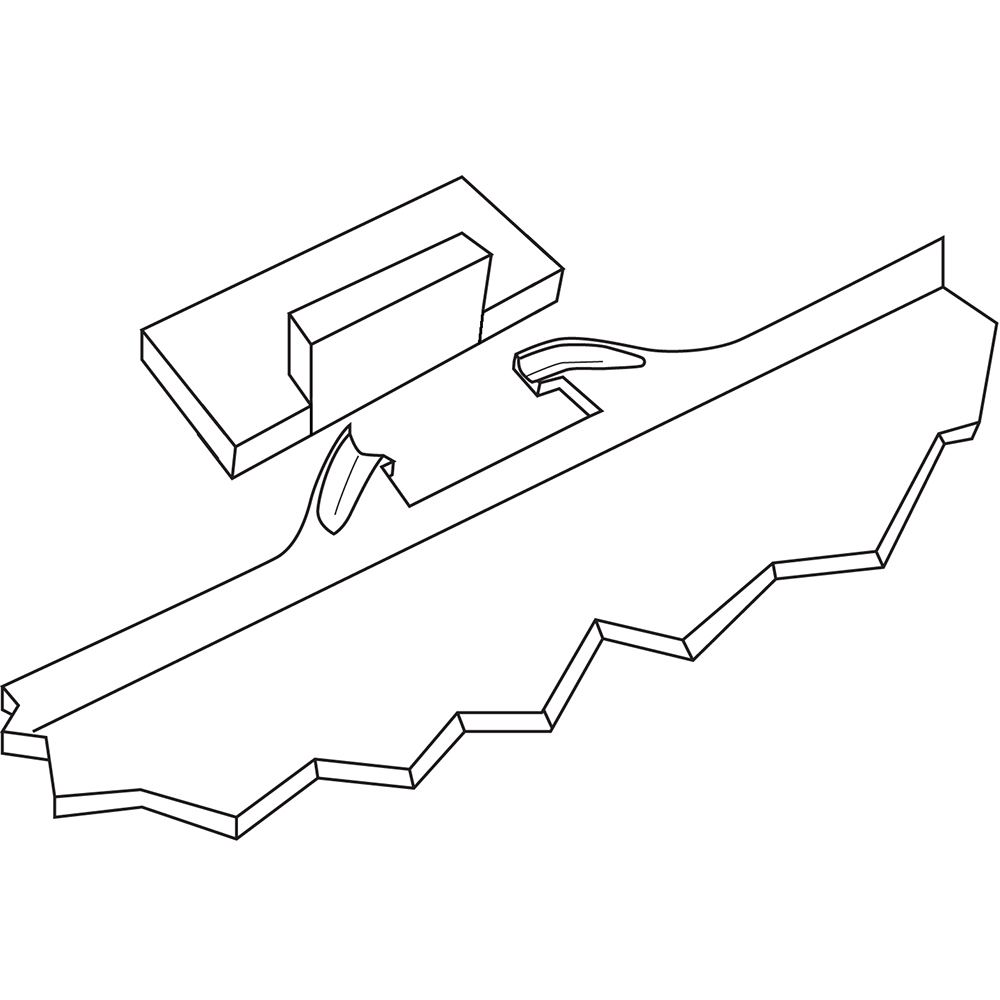
Step 6 - Remove die, shape as needed
Allow the weld to cool completely, then remove aluminum tape and push the die out of the hole. Shape the repaired area as needed with the airless plastic welder, utility knife, grinder, and/or sander until desired dimensions are restored.
High Resolution Image(s) (opens in a new tab/window)
High Resolution Image 1
High Resolution Image 2
High Resolution Image 3
This page was created on March 13, 2025
