We help people repair plastic
Information
Nitrogen Plastic Welding
Basic Nitrogen Plastic Welding Process
Welding with nitrogen involves the coordination of both hands, one controlling the torch and the other feeding the rod. When you weld, you just want to melt the bottom surface of the rod and the top of the bumper. You don’t "puddle" the rod like you do in metal welding. This makes for a stronger repair because it leaves the basic structure of the rod intact. When you’re making your weld, make sure you melt both the bumper and the rod at the same time and fuse them together with the downward pressure on the rod. Remember the four important factors for plastic welding: "T.F.A.P.S.", an acronym for Temperature, Flow, Angle, Pressure, and Speed.
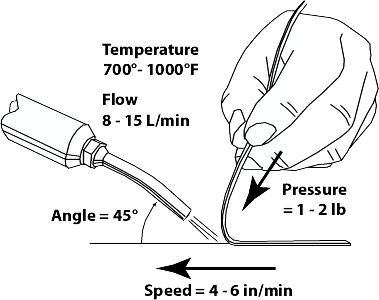
For temperature, set the temperature on the nitrogen welder’s dial to the proper setting. For example, the PP/TPO setting will generate an air flow of about 700°-800°F (370° - 425°C).
The flow should be set between 10 to 15 liters per minute depending on the plastic's thickness; less for thinner plastics, more for thicker.
An angle of 45° between the torch and the bumper is optimum. Aim the stream of hot air a little in front of the rod; for thick rod like the 06 profile, focus a little more heat on the rod.
Put as much downward pressure on the rod as possible to help the rod fuse with the bumper. Keep a steady downward pressure on the rod and keep the rod moving slowly. Don’t overheat the rod and let it fold over backwards.
The speed of your weld should be about 4 to 6 inches (10 to 15 cm) per minute. With thin rod like the 03 profile, it’s difficult to go this slow. With thick rod like the 06 profile, it may go even slower. The important thing is to move steadily while keeping proper downward pressure on the rod while making sure the bumper and the bottom surface of the rod are both melted before they come together.
Nitrogen Welding Tips


best cheap plastic welder nylon welding rod repair plastic bumpers plastic welding filler rod plastic gun welder
Products Suggestions
